

Machine information
The NXG 600E is a state-of-the-art industrial system for metal 3D printing (SLM) designed for fast and repeatable production of high-quality functional parts. It excels in high productivity, stable process, and robust workflow. It is suitable for the production of technically demanding parts. It enables the production of geometrically complex components, reduces weight and the number of assembled parts, and shortens delivery times in the fields of engineering, energy, space/aerospace, and defense.
You can read more about what this machine means for us in our blog article.
Main advantages
- High speed
- Optimization for large components
- Cost-effectiveness
- Improved production flexibility
- Minimization of defects
- Compliance with strict quality standards

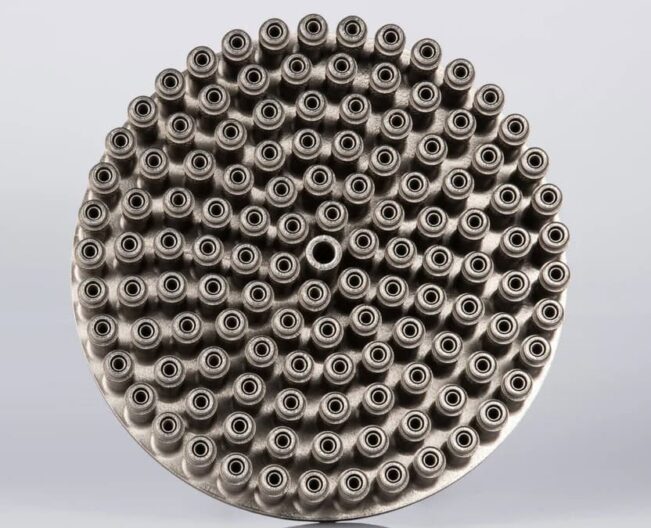
Material
Our main material on the NXG 600E machine is Inconel IN718. This is a nickel superalloy designed for extreme operating conditions. It excels in high strength and stability even at high temperatures, corrosion resistance, and fatigue resistance.
Thanks to its properties, it is used, for example, in the space/aerospace industry, energy sector, and demanding engineering.
Technical specifications
| Laser power | 12 x 1000 W |
| Standard accuracy | podle ISO 2768–c |
| Layer thickness | 0,12 – 0,15 mm |
| Production material | Inconel IN718 |
| Minimum wall thickness | 0,5 mm |
| Production chamber | 600 x 600 x 1500 mm |
How the NXG 600E works
The entire process takes place in a chamber in which powder is gradually applied in layers across the entire surface. The laser melts and joins precisely defined areas in each layer according to the cross-section shape of the part, which is defined by a 3D computer model. The parts require supports that fix the manufactured part in place and at the same time dissipate excess heat. After cooling, the parts are cleaned of excess powder and then heat treated.

Inert gas
Before the production begins, the machine chamber is flooded with inert gas.

Recoating
The recoater applies a layer of 20-100 microns of powder across the entire production area.

SIntering
The laser burns the contour of the part's cross-section, causing selective melting of the powder.

Platform decline
Once completed, the production platform descends by the thickness of the layer and the entire process is repeated.