








What is DMLS?
Direct Metal Laser Sintering (DMLS) is the only technology in our portfolio dedicated to the processing of metallic materials. The high-power laser completely melts the fine metal powder and combines it to create homogeneous parts with properties comparable to conventionally machined parts, but unlike them, DMLS saves significantly on the amount of material consumed and far exceeds their design capabilities.
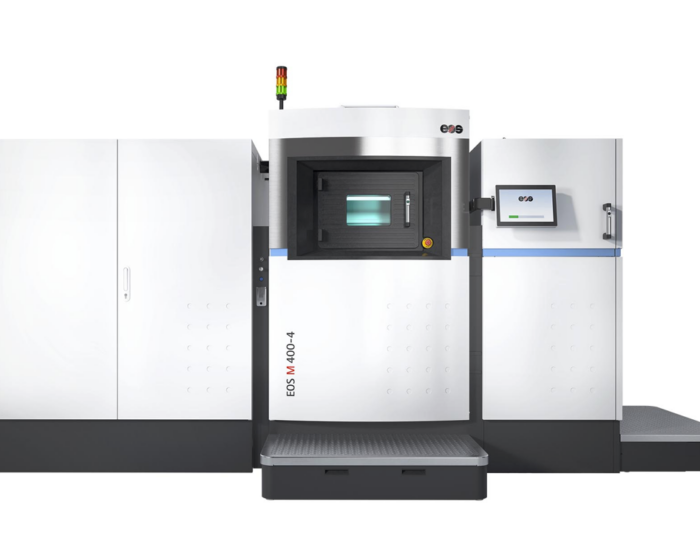
For DMLS, we use the EOS M400-4 device, which has four high-performance laser beams with a power of 4 x 400W and a build space of 400 x 400 x 400 mm.
Production capacity is significantly expanded by the Nikon SLM Solutions 600E system with 12 lasers, each with a power of 1000W. This system also allows the production of parts with dimensions up to 600 x 600 x 1500 mm.
Due to the number of lasers, production is more efficient and faster, which is particularly evident in large-scale parts.


Suitable use of DMLS
Titanium, aluminum or chromium-nickel steels are all easily handled by DMLS. Our base materials are AlSi10Mg alloy, 316L stainless steel, tool steel 1.2709 and Inconel IN718. DMLS is most commonly used for manufacturing parts for the aerospace and medical industries.
Main advantages
- mechanical properties comparable to castings and metal workpieces
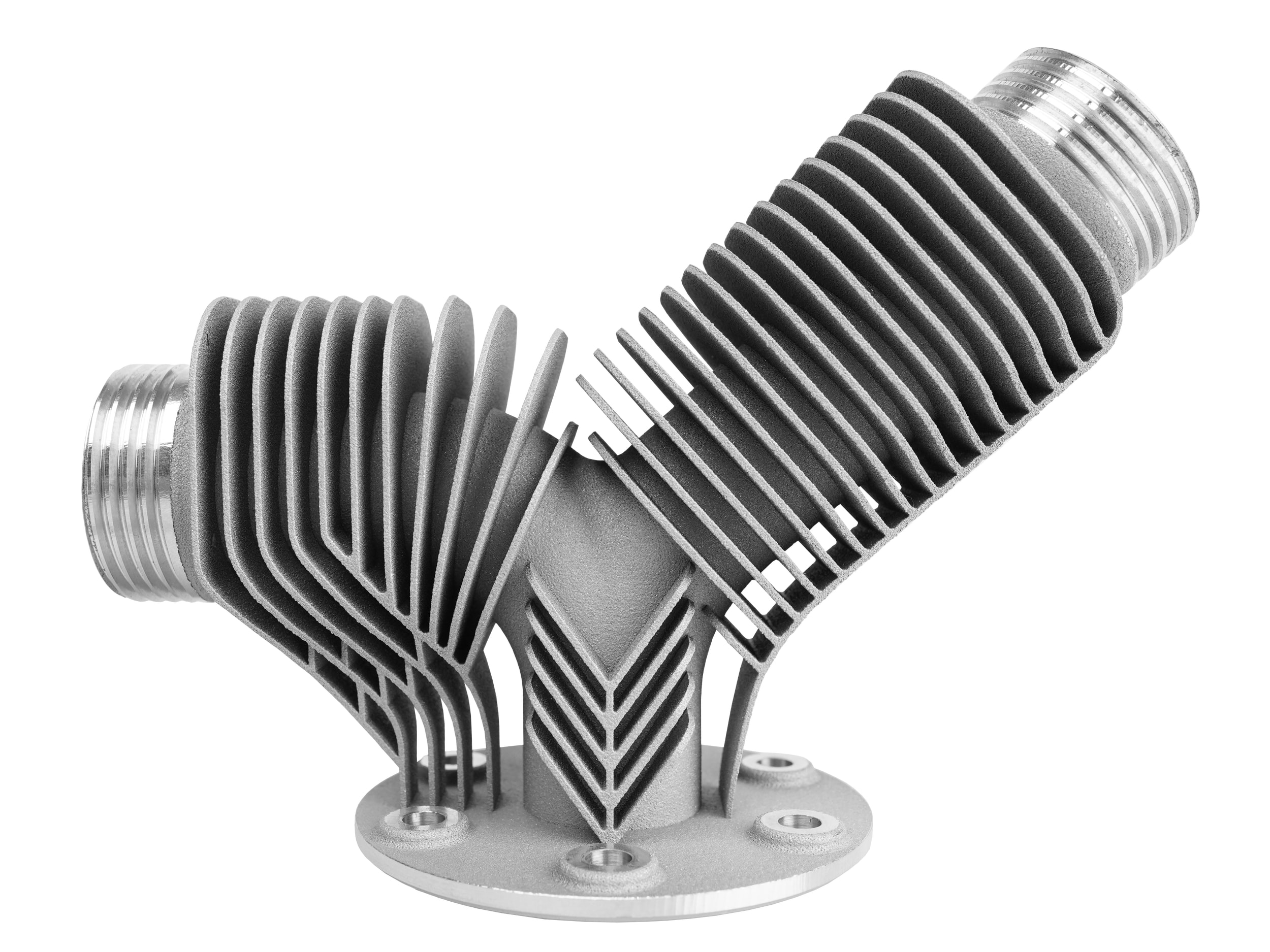
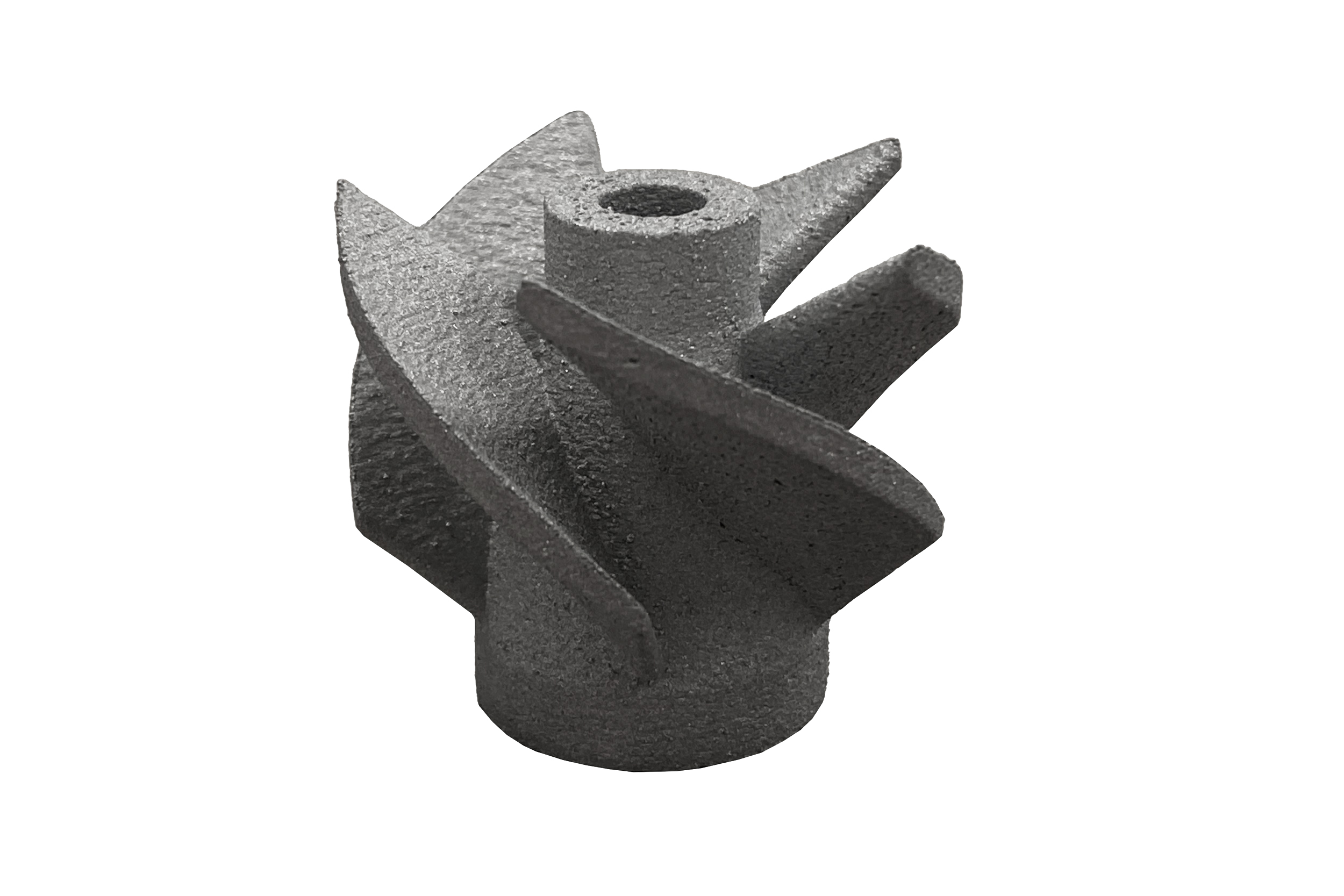
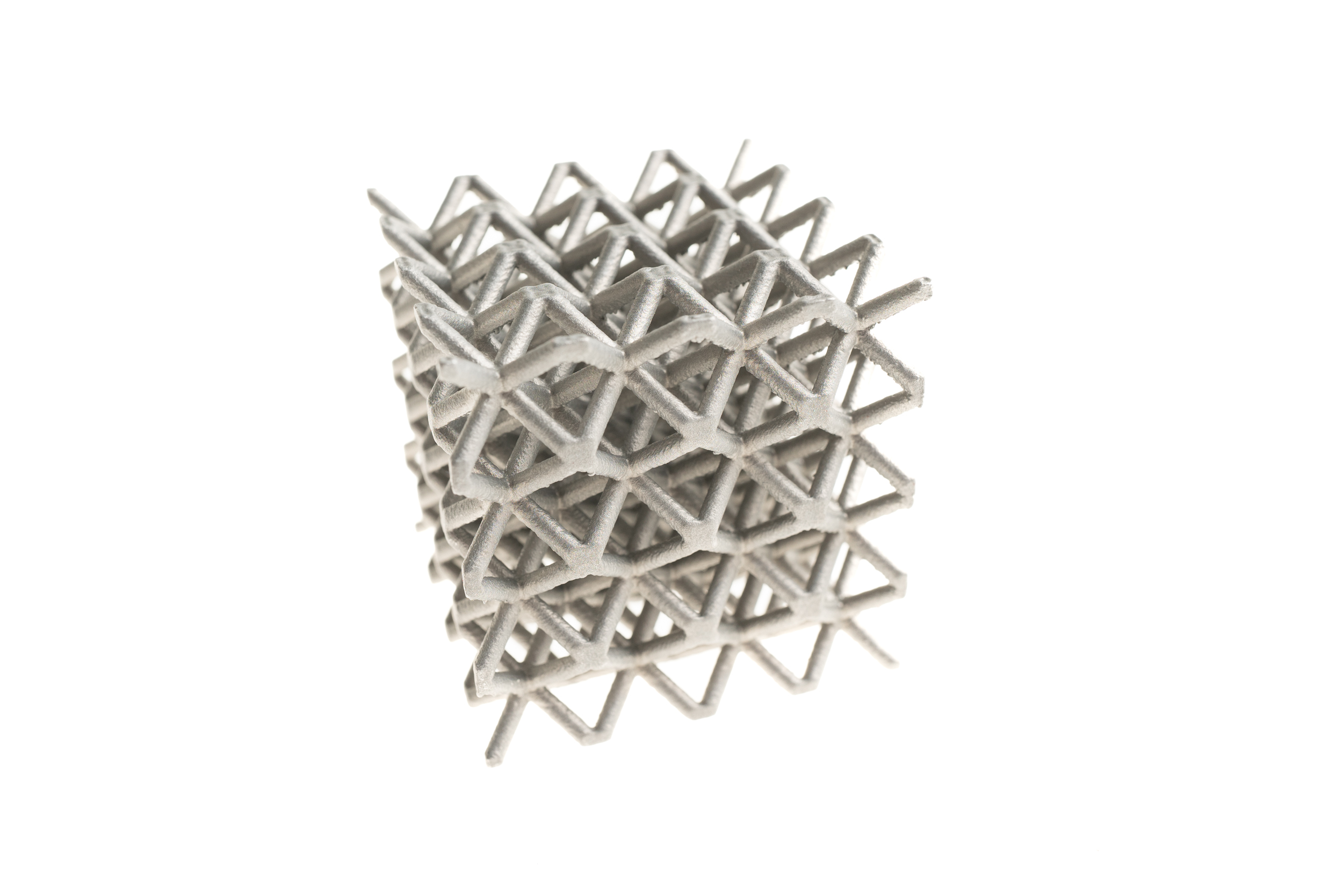
- nearly unlimited shape complexity
- less material consumption and minimal waste
Do you need to produce a complexly shaped metal part in piece or series production? With exactly the properties you require, in a fraction of the time? Choose DMLS.
What does the use of DMLS technology look like in jewelry making? You can see in our case study where we made 3 life-sized art objects from stainless steel using DMLS.

Technical specifications of DMLS
| Standard delivery time | 10 working days from confirmation of your order or according to individual assessment. For higher number of identical parts always according to individual assessment. |
| Standard accuracy | according to ISO 2768-c |
| Layer thickness | 0.03 – 0.09 mm |
| Maximum part dimensions | 600 x 600 x 1500 mm |
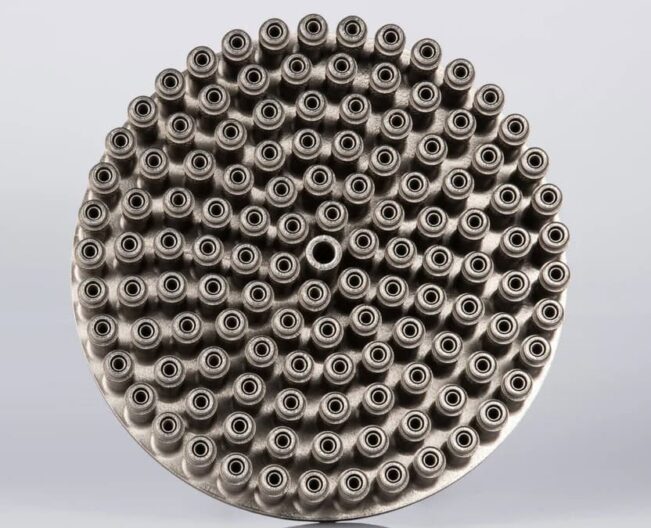
| Surface characteristics | The part typically has a grainy surface with a degree of roughness according to the material used and the selected geometry. The surface can be additionally treated by abrasive blasting, vibratory tumbling or machining. |

How DMLS works
For DMLS, we use the EOS M400-4, which has four high-power laser beams with an output of 4 x 400W and a construction space of 400 x 400 x 400 mm. The number of lasers makes production more efficient and faster, which manifests itself mainly in large-scale parts.
The entire manufacturing process takes place (similar to SLS) in a chamber in which powder is gradually applied in layers over the entire surface. The laser melts and joins well-defined locations in each layer according to the cross-sectional shape of the part, which is defined by a 3D computer model. Parts require supports that fix the manufactured part in space while dissipating excess heat. Parts are stripped of excess powder after production and cooling and then heat treated.

Inert gas
Before production begins, the machine chamber is flooded with inert gas.

Recoating
The delivery recoater applies a layer of 20 – 100 microns of powder across the entire production area.

Caking
The laser burns the cross-sectional contour of the part and thus selectively melts the powder.

Lowering of the platform
When finished, the production platform lowers by the thickness of a layer and the whole process is repeated.