














Co je SLS?
Selective Laser Sintering (SLS) je ideální technologií pro vstup do světa aditivní výroby.
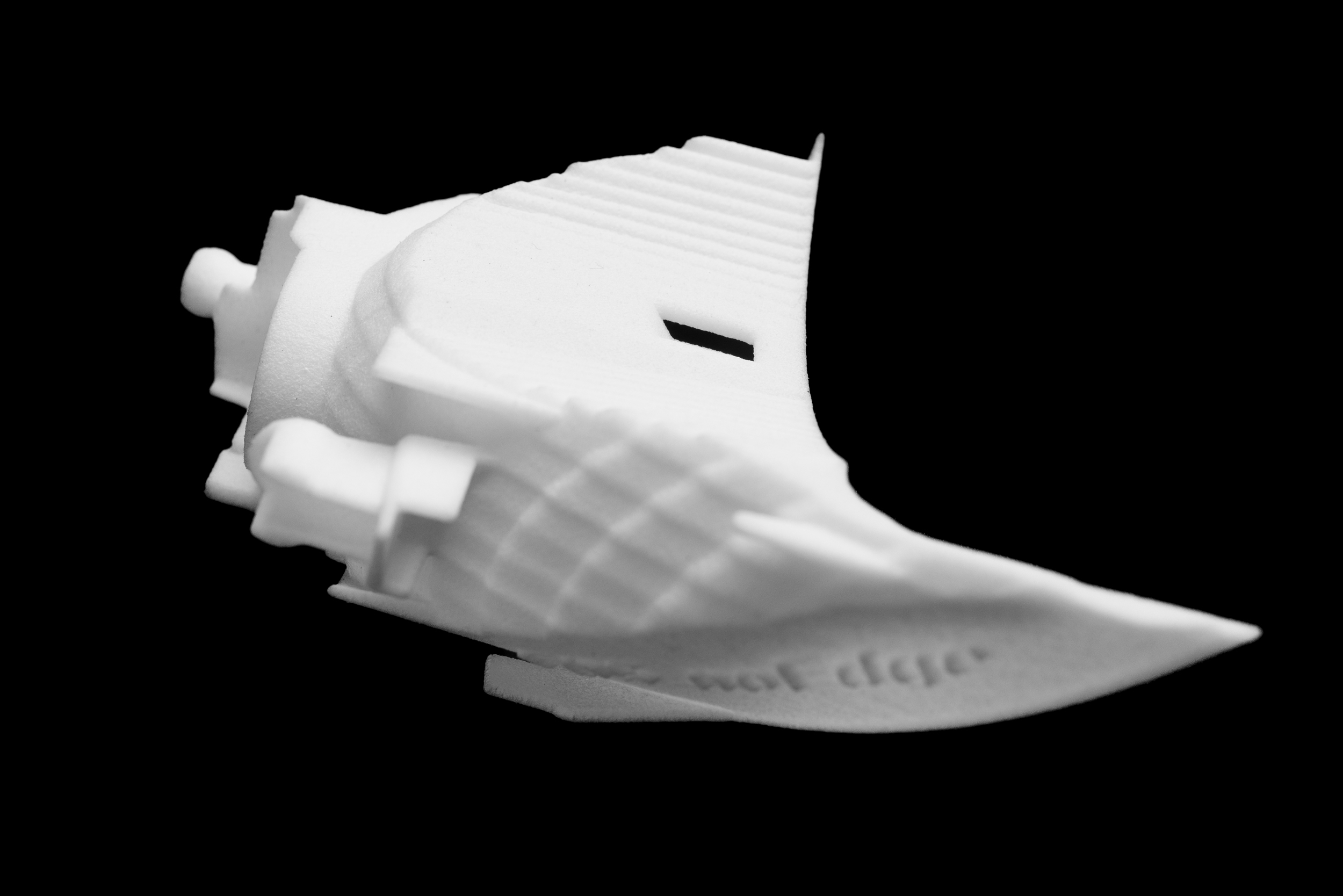
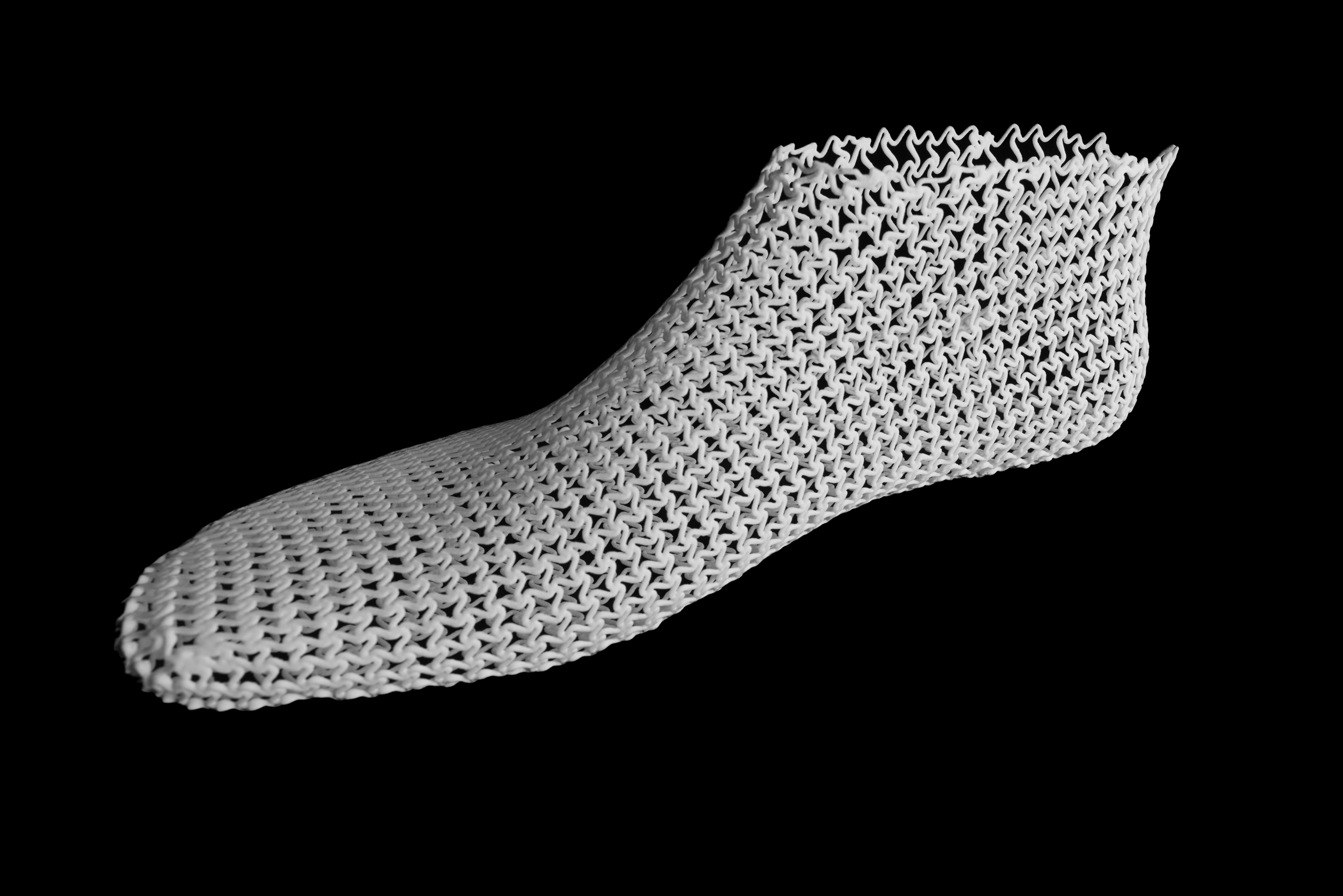
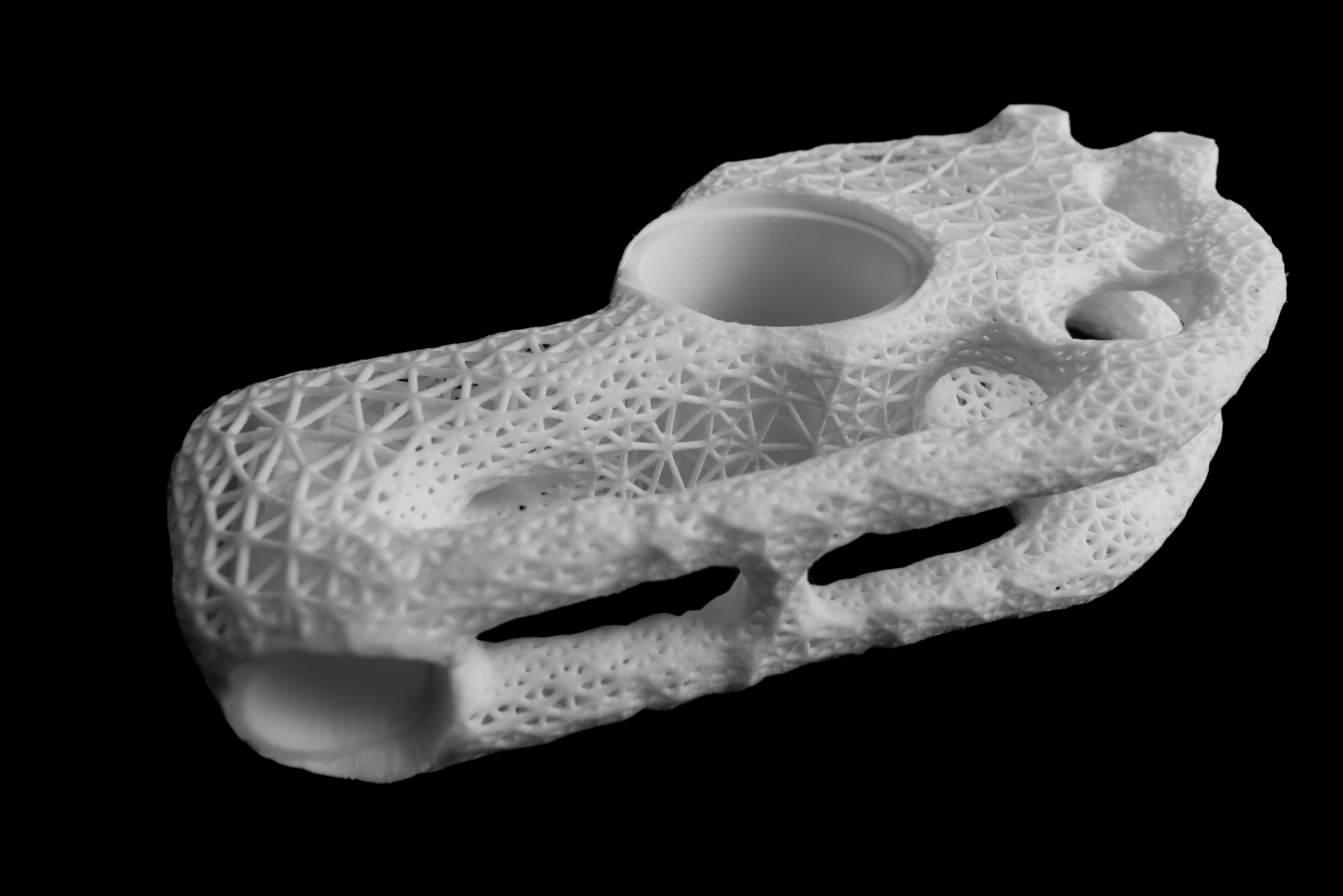
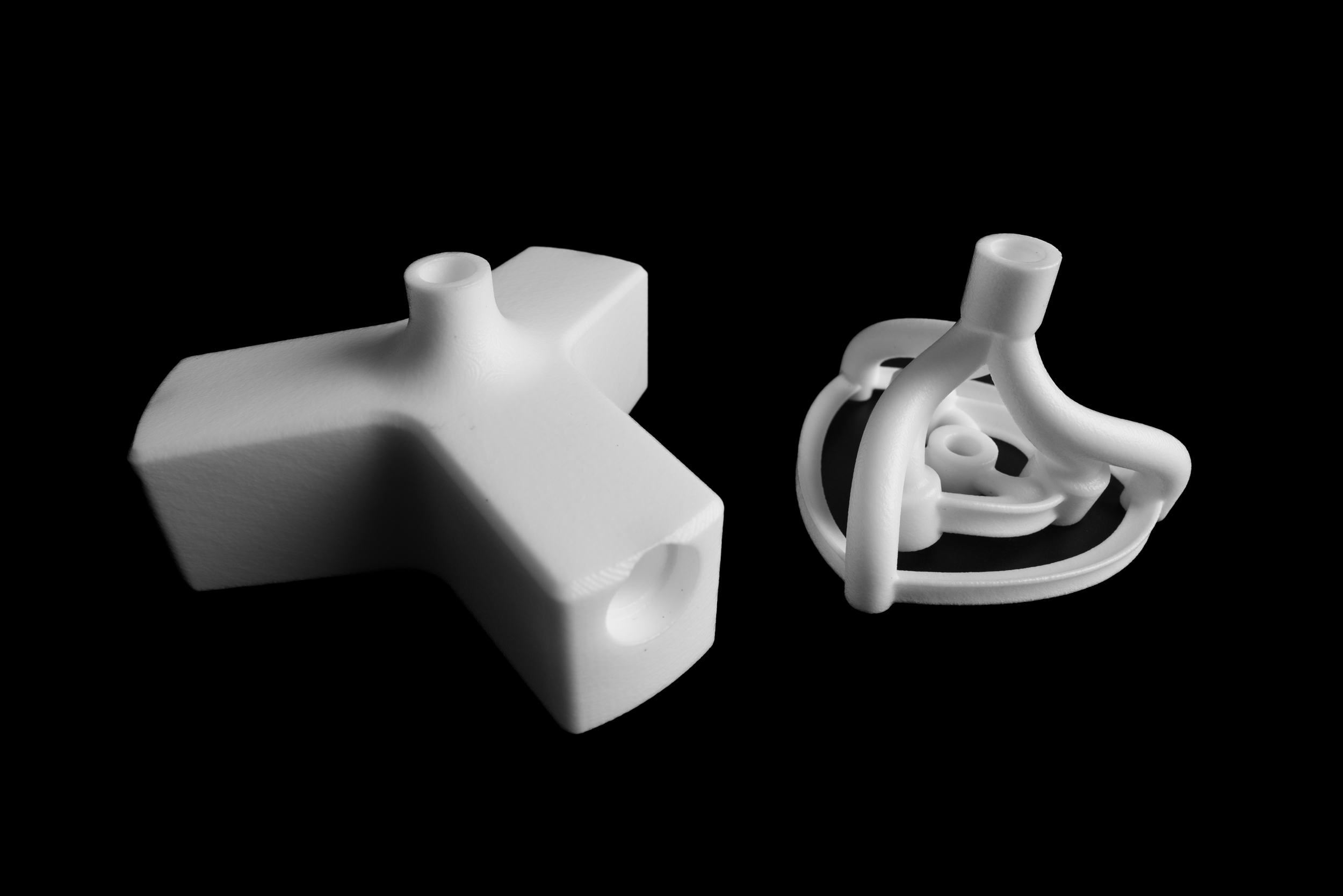
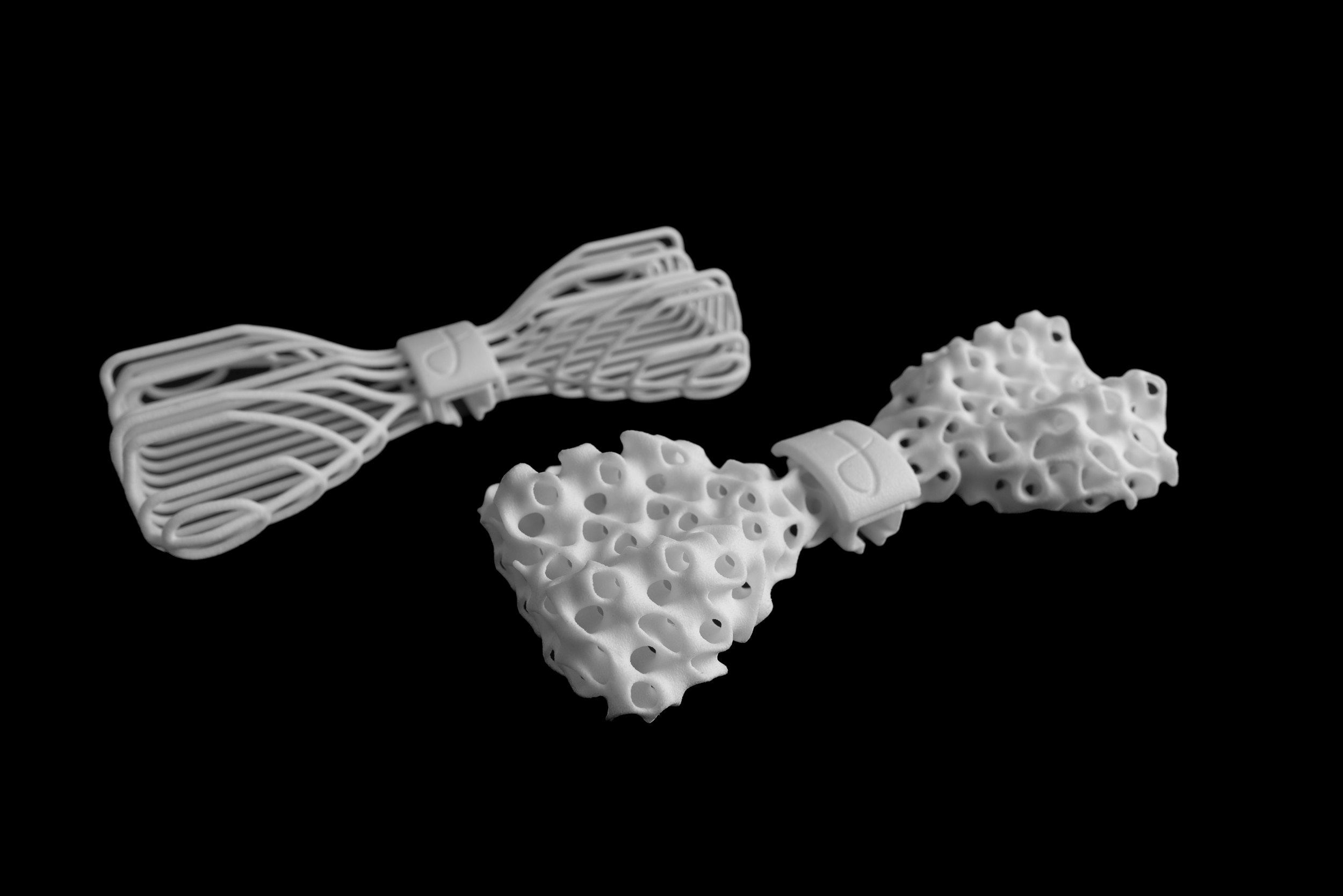
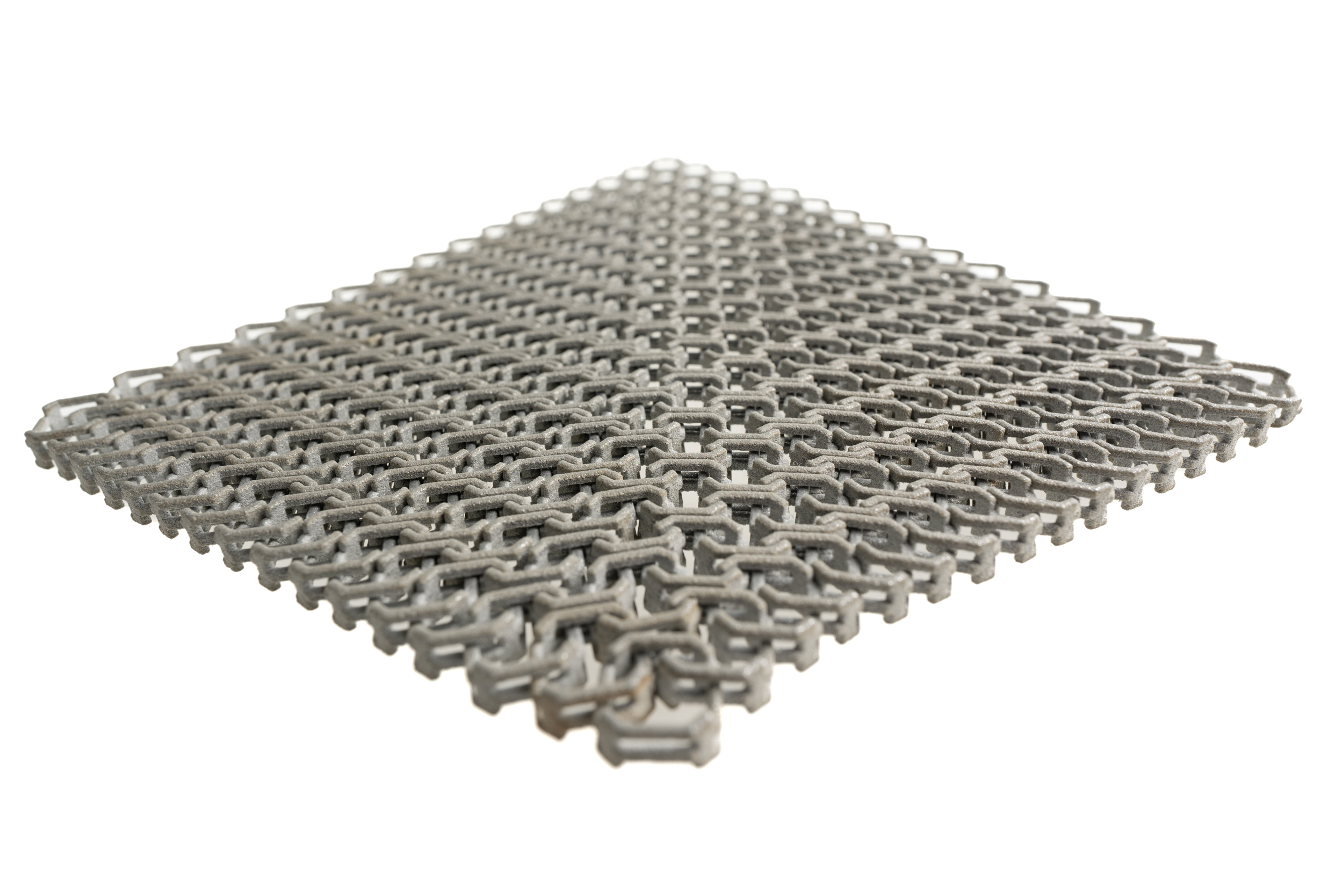
Výroba touto metodou je totiž rychlá a přesná. Věrné prototypy, přesné koncové díly, dechberoucí geometrické tvary nebo tvary konvenčními technologiemi doposud nevyrobitelné. To vše si snadno vyzkoušíte v praxi a porovnáte se svým očekáváním.


Vhodné využití SLS
Rapid prototyping a malosériová, zaváděcí nebo zakázková výroba koncových dílů. Díky flexibilitě a širokému portfoliu ověřených materiálů nemůžete s SLS šlápnout vedle.
Hledáte spolehlivou technologii, která nabízí široké portfolio výrobních materiálů? Se zárukou výborných mechanických vlastností a s možností prototypové a maloseriové výroby? Zvolte si SLS.
Hlavní výhody
- skvělý poměr ceny a získaných vlastností
- dobré mechanické vlastnosti a chemická odolnost
- není zapotřebí dodatečných podpor dílu
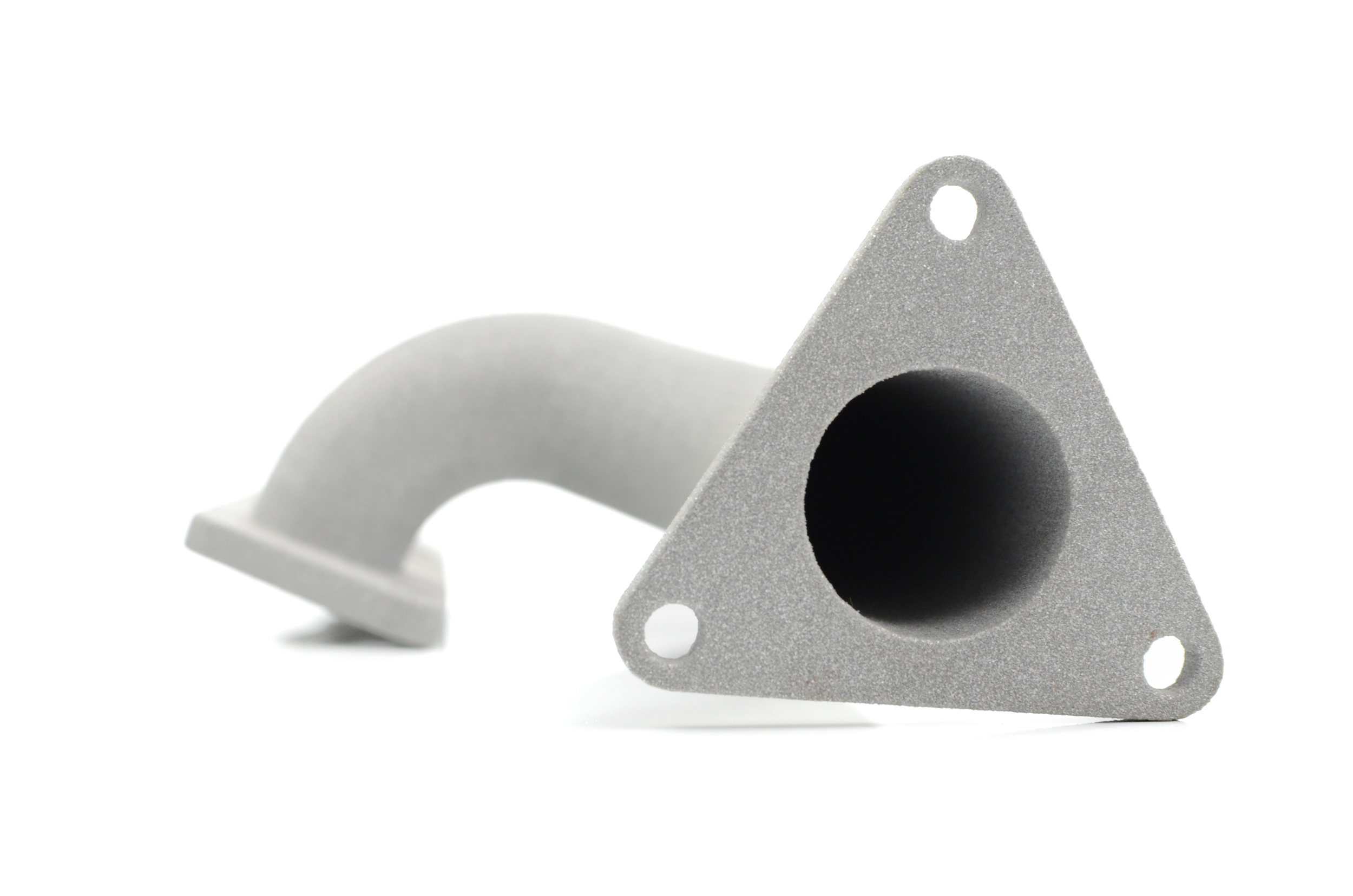
Jak vypadá využití technologie SLS ve zdravotnictví a automotive se dozvíte z našich případových studiích. SLS jsme využili např. k výrobě ortotické helmy pro novorozence nebo vzduchového rozvodu vozů Škoda.


Technické specifikace
| Standardní doba dodání | minimálně 4 pracovní dny (závisí na volbě materiálu, velikosti a počtu dílů a povrchové úpravě) |
| Standardní přesnost | podle ISO 2768–c |
| Tloušťka vrstvy | 0,12 – 0,15 mm |
| Minimální tloušťka stěny | 0,5 mm (závisí na materiálu, nižší tloušťky jsou možné vyrobit po konzultaci) |
| Velikost výrobní komory | 340 x 340 x 600 mm (velikost dílů je teoreticky neomezená, jelikož se díl může softwarově „rozřezat“ a po výrobě slepit) |
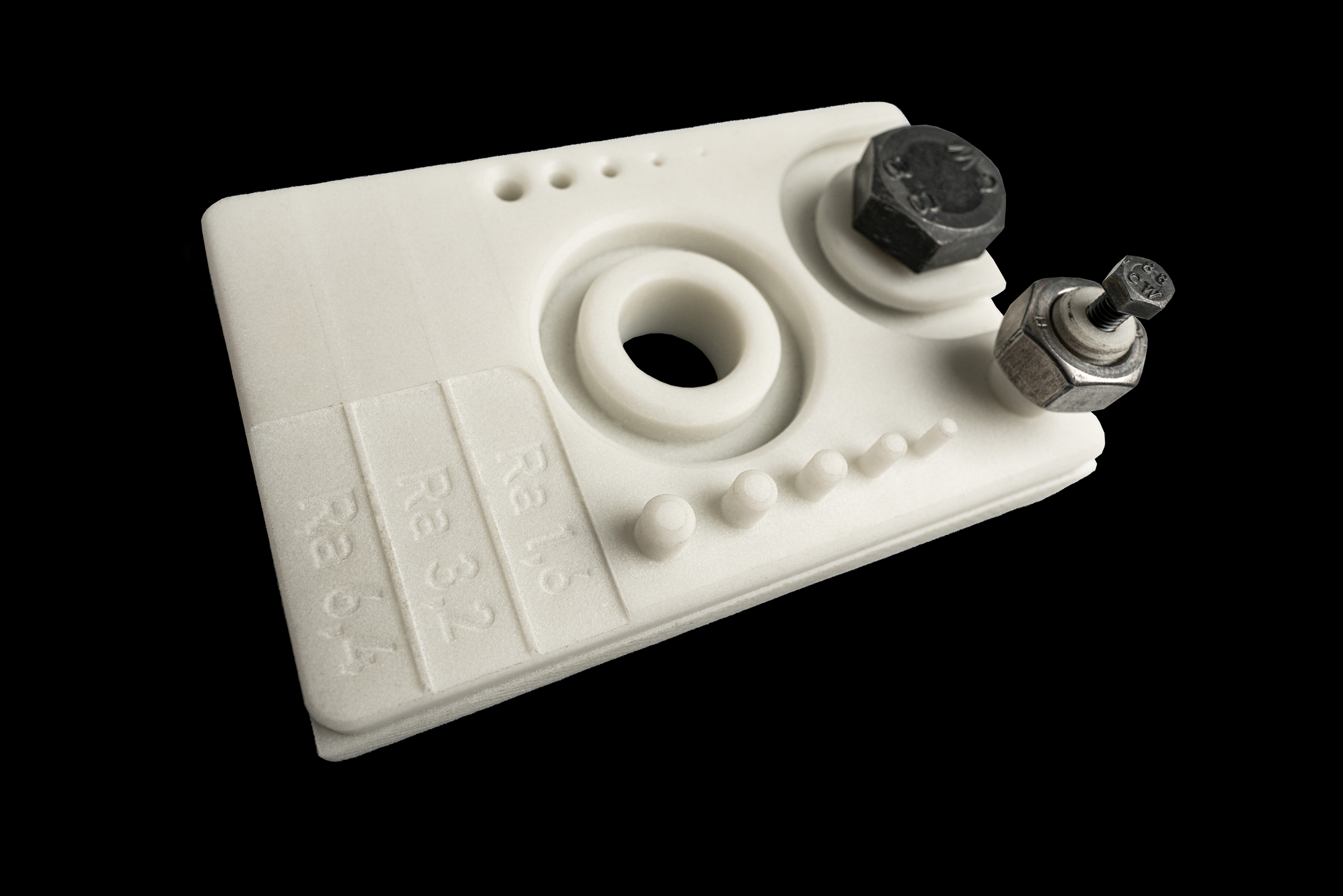
| Charakteristika povrchu | Díl má typicky zrnitý povrch, který lze upravit tryskáním, barvením, vyhlazením, lakováním, pokovením nebo obráběním. |

Jak SLS funguje
SLS využívá k výrobě dílů CO2 laser, který podle počítačového 3D modelu spéká polymerní prášek do požadovaného tvaru. Celý proces probíhá ve výrobní komoře, ve které je po celé ploše postupně nanášen prášek ve vrstvách.
Laser v každé vrstvě speče a vytvrdí přesně definovaná místa podle tvaru průřezu dílu. Všechen okolní prášek, který po celou dobu slouží jako opora pro vypálený díl, zůstane v nezměněné formě a je po dokončení výrobního procesu plně recyklován.

Recoating
Před začátkem výroby je komora stroje zaplavena inertním plynem. Výrobní parametry jsou takto více stabilní a vyrobené díly nejsou tolik porézní.

Předehřátí vrstvy
Roznášecí recoater aplikuje tenkou vrstvu prášku po celé ploše, která je vyhřátá pomocí infralamp těsně pod teplotu tavení polymerního prášku.

Spékání
Laser následně vypálí konturu průřezu dílu, čímž dojde k selektivnímu sintrování prášku, tedy k roztavení částic materiálu a jejich spojení. Poté je vysintrován i vnitřek průřezu všech dílů.

Pokles platformy
Po dokončení jedné celé vrstvy poklesne výrobní platforma o tloušťku vrstvy dílu a celý proces se opakuje dokud nejsou všechny díly vyrobeny.


