







Co je DMLS
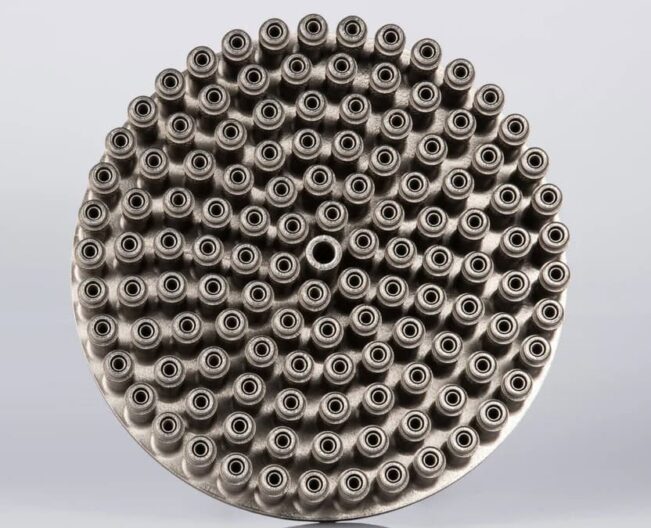
Direct Metal Laser Sintering (DMLS) je jako jediná technologie v našem portfoliu určená ke zpracování kovových materiálů. Vysoce výkonný laser kompletně roztaví jemný kovový prášek a jeho spojením vznikají homogenní díly s vlastnostmi srovnatelnými s konvenčně obrobenými díly. Narozdíl od nich ale DMLS výrazně šetří množství spotřebovaného materiálu a dalece přesahuje jejich konstrukční možnosti.
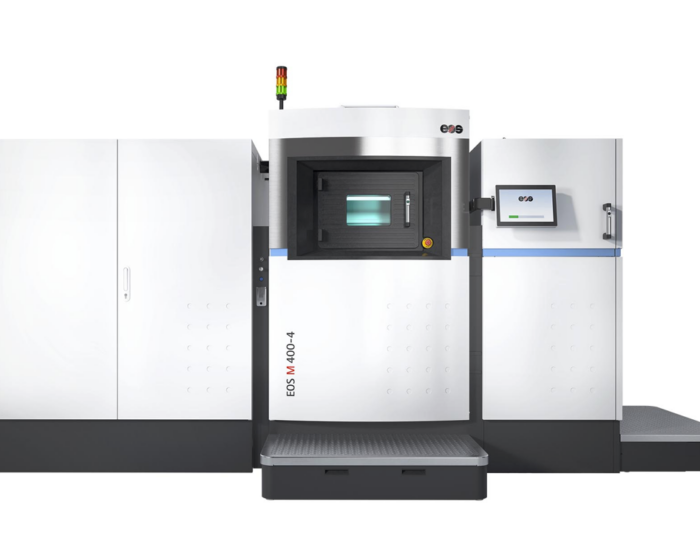
Pro DMLS využíváme zařízení EOS M400-4, které disponuje čtyřmi vysoce výkonnými laserovými svazky s výkonem 4 x 400W a stavebním prostorem 400 x 400 x 400 mm.
Výrobní kapacity značně rozšiřuje systém Nikon SLM Solutions 600E s 12 lasery, každým o výkonu 1000W. Tento systém rovněž umožňuje vyrábět díly o rozměrech
až 600 x 600 x 1500 mm.
Díky počtu laserů je výroba efektivnější a rychlejší, což se projevuje především u velkorozměrových dílů.


Vhodné využití DMLS
Titanové, hliníkové nebo chrom-niklové oceli, s tím vším si DMLS hravě poradí. Naše výrobní materiály jsou slitina AlSi10Mg, nerezová ocel 316L, nástrojová ocel 1.2709 a Inconel 718.
Nejčastěji se DMLS využívá pro výrobu dílů do leteckého a obranného průmyslu.
Hlavní výhody
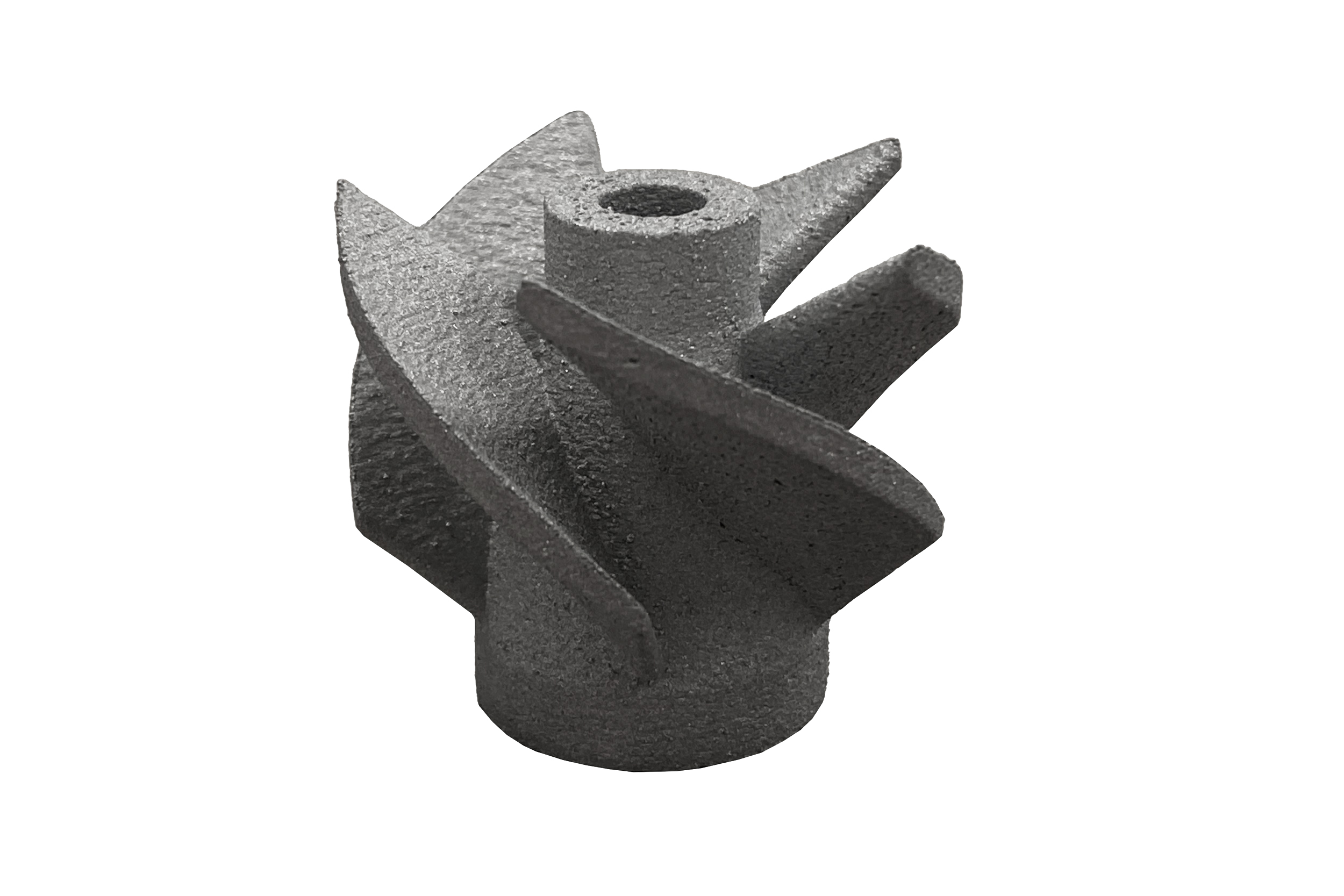
- mechanické vlastnosti srovnatelné s odlitky a obrobky z kovu
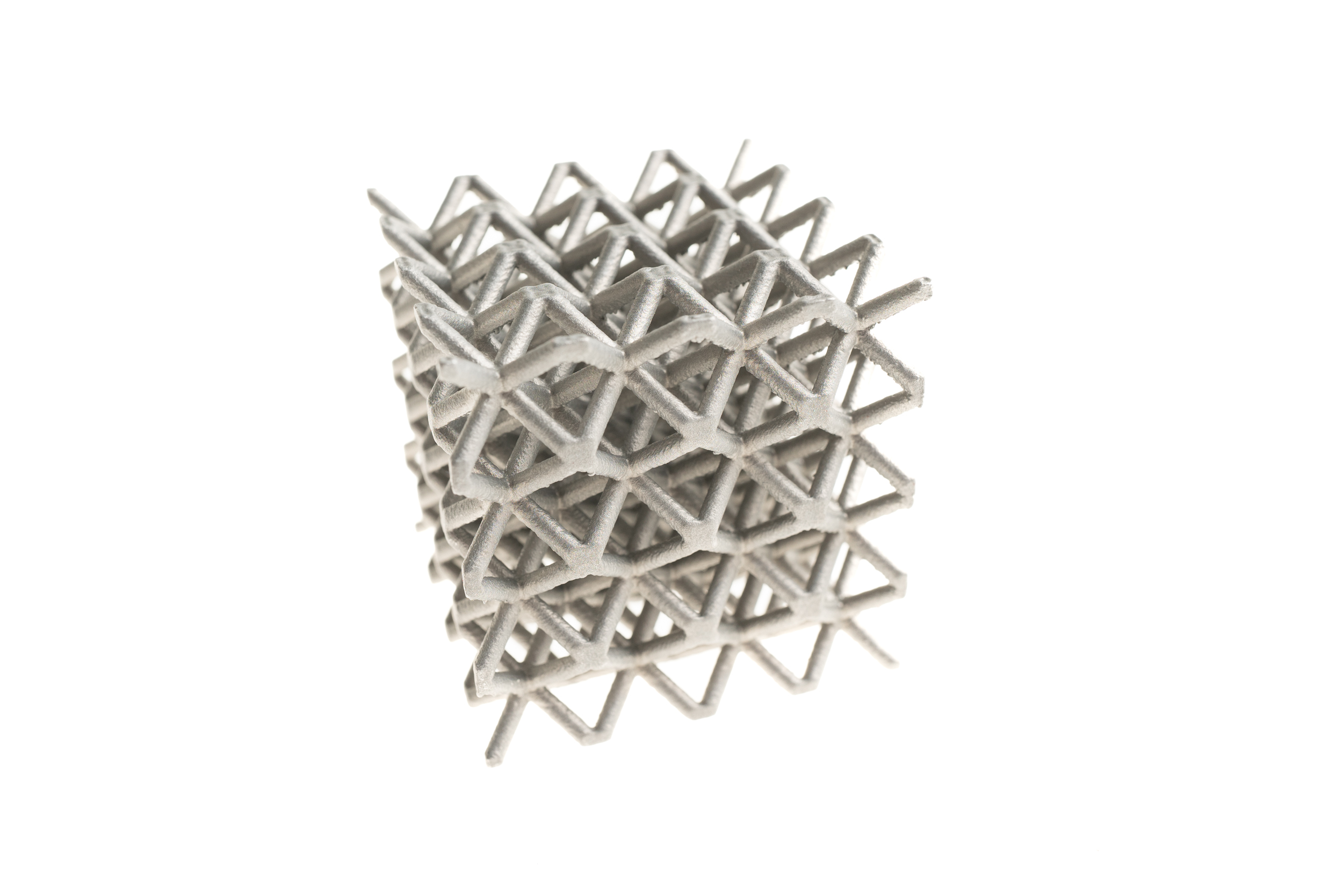
- téměř neomezená tvarová složitost dílů
- menší spotřeba materiálu a minimum odpadu
Potřebujete vyrobit tvarově složitý kovový díl v kusové či sériové výrobě? S vlastnostmi jaké přesně požadujete, a k tomu ještě za zlomek času? Zvolte si DMLS.
Jak vypadá využití technologie DMLS ve šperkařské praxi, se můžete podívat v naší případové studii, kde jsme z nerezu pomocí DMLS vyrobili 3 umělecké objekty v životní velikosti.

Technické specifikace DMLS
| Standardní doba dodání | 10 pracovních dnů od potvrzení vaší objednávky nebo dle individuálního posouzení. U vyššího počtu stejných dílů vždy dle individuálního posouzení. |
| Standardní přesnost | podle ISO 2768-c |
| Tloušťka vrstvy | 0,03 – 0,09 mm |
| Maximální rozměry dílu | až 600 x 600 x 1500 mm |
| Charakteristika povrchu | Díl má typicky zrnitý povrch s mírou drsnosti dle použitého materiálu a zvolené geometrie. Povrch lze dodatečně upravit tryskáním, omíláním nebo obráběním. |

Jak DMLS funguje
Celý výrobní proces probíhá (podobně jako u SLS) v komoře, ve které je po celé ploše postupně nanášen prášek ve vrstvách. Laser v každé vrstvě roztaví a spojí přesně definovaná místa podle tvaru průřezu dílu, který je definován 3D počítačovým modelem. Díly vyžadují podpory, které fixují vyráběný díl v prostoru a zároveň odvádí přebytečné teplo. Díly jsou po dokončení výroby a zchladnutí zbaveny přebytečného prášku a následně tepelně zpracovány.

Inertní plyn
Před začátkem výroby je komora stroje zaplavena inertním plynem.

Recoating
Roznášecí recoater aplikuje vrstvu 20 - 100 mikronů prášku přes celou výrobní oblast.

Spékání
Laser vypálí konturu průřezu dílu a tím dojde k selektivnímu tavení prášku.

Pokles platformy
Po dokončení poklesne výrobní platforma o tloušťku vrstvy a celý proces se opakuje.