Informace o stroji
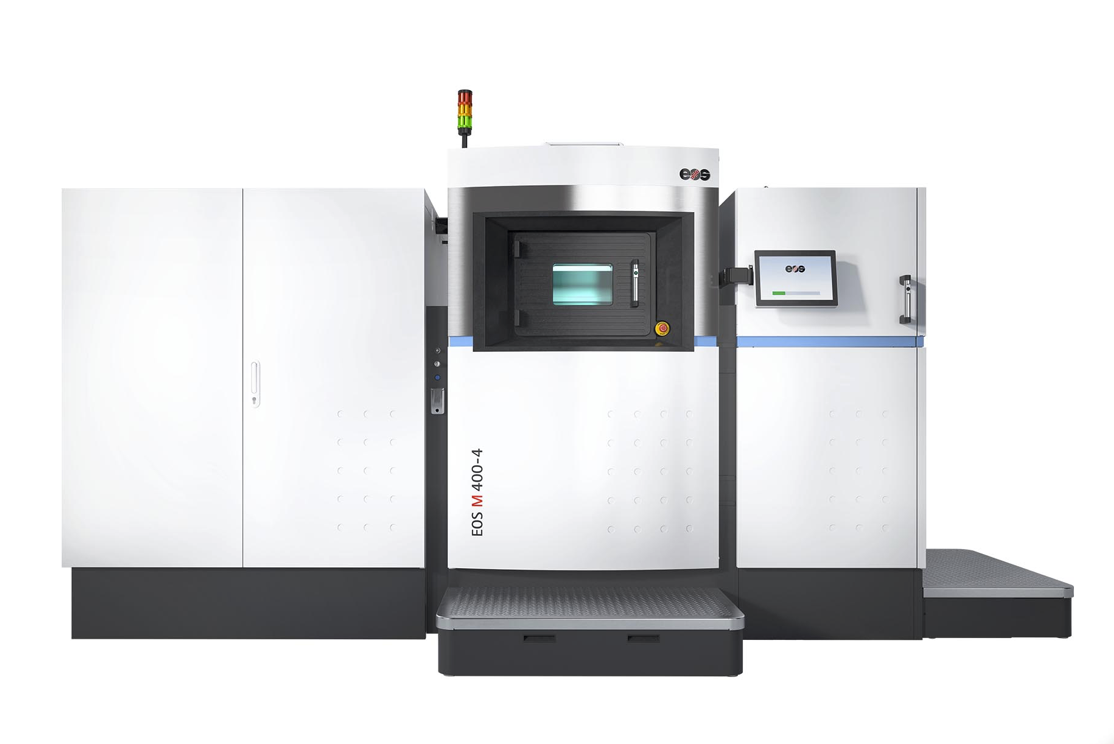
EOS M400-4 je průmyslový systém pro kovový 3D tisk technologií DMLS, navržený pro produktivní výrobu funkčních kovových dílů. Díky čtyřem 400W laserům a výrobní komoře o rozměru 400 × 400 × 400 mm umožňuje efektivní výrobu větších dílů i sérií menších komponent v jednom výrobním cyklu. Stroj je vhodný pro aplikace, kde je důležitá kombinace přesnosti, opakovatelnosti, kvality povrchu a výrobní efektivity. Uplatnění nachází zejména ve strojírenství, automotive, aerospace, energetice, vývoji funkčních prototypů i při výrobě koncových dílů.
Díky ověřené technologii EOS a širokému portfoliu kovových materiálů je EOS M400-4 vhodnou volbou pro technicky náročné projekty, kde klasická výroba naráží na limity geometrie, hmotnosti nebo časové náročnosti.
Hlavní výhody
- vysoká produktivita
- výrobní prostor 400 × 400 × 400 mm
- vhodný pro prototypy i sériovou výrobu
- stabilní a opakovatelný DMLS proces
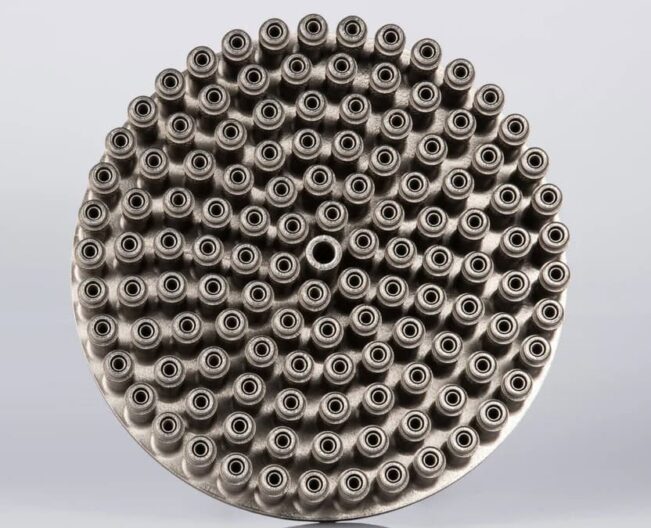
- možnost výroby složitých kovových geometrií
- efektivní výroba lehčených a optimalizovaných dílů
- široké portfolio kovových materiálů
- vhodné pro průmyslové a technicky náročné aplikace

Výroba
Pro výrobu používáme osvědčené kovové materiály Inconel IN718, nástrojovou ocel 1.2709 (MS1), nerezovou ocel 1.4404 (316L) a slitinu AlSi10Mg. Díky této materiálové nabídce dokážeme pokrýt široké spektrum aplikací – od lehkých hliníkových dílů přes korozivzdorné komponenty až po vysoce pevné a tepelně odolné součásti pro náročné průmyslové využití.
Technické specifikace
| Výkon laserů | 4 x 400 W |
| Standardní přesnost | podle ISO 2768–c |
| Tloušťka vrstvy | 0,03 – 0,09 mm |
| Výrobní materiály | Inconel IN718, Nástrojová ocel 1.2709, Nerezová ocel 1.4404, Slitina AlSi10Mg |
| Minimální tloušťka stěny | 0,5 mm |
| Velikost výrobní komory | 400 x 400 x 400 mm |

Jak EOS M400-4 funguje
Celý výrobní proces probíhá v komoře, ve které je po celé ploše postupně nanášen prášek ve vrstvách. Laser v každé vrstvě roztaví a spojí přesně definovaná místa podle tvaru průřezu dílu, který je definován 3D počítačovým modelem. Díly vyžadují podpory, které fixují vyráběný díl v prostoru a zároveň odvádí přebytečné teplo. Díly jsou po dokončení výroby a zchladnutí zbaveny přebytečného prášku a následně tepelně zpracovány.

Inertní plyn
Před začátkem výroby je komora stroje zaplavena inertním plynem.

Recoating
Roznášecí recoater aplikuje vrstvu 20 - 100 mikronů prášku přes celou výrobní oblast.

Spékání
Laser vypálí konturu průřezu dílu a tím dojde k selektivnímu tavení prášku.

Pokles platformy
Po dokončení poklesne výrobní platforma o tloušťku vrstvy a celý proces se opakuje.